We supply stair treads, handrails, walkway ladder and grating for construction of platform structural steelworks.
We can help with design, construction and delivery of steelworks for operating platform constructions.
Below listed is a reference project.
All sizes of grating materials for structural steelworks can be supplied for specific construction project.
The platform is designed with Ladders, Stairways, Handrails, Grating for Platform Structural Steelworks projects.
Platform with Serrated Bar Grating and Structural Steelworks
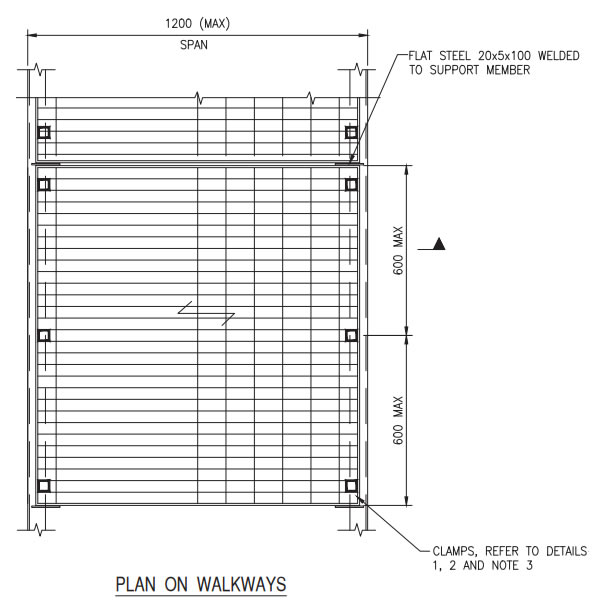
Walkway Design:
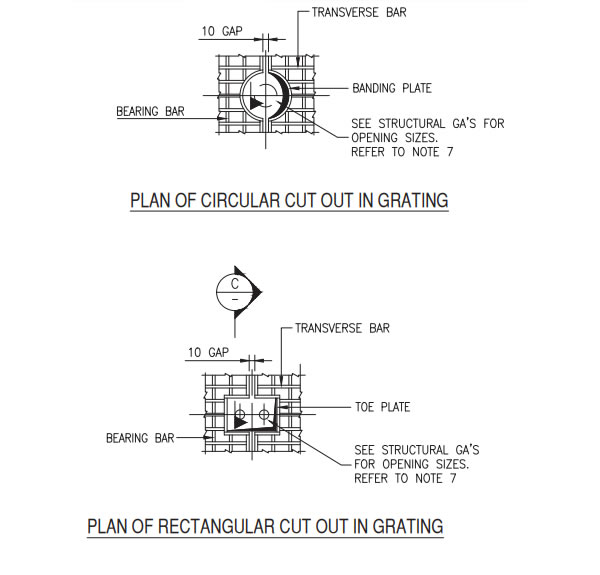
Cut Out in Gratings: Round and Rectangular
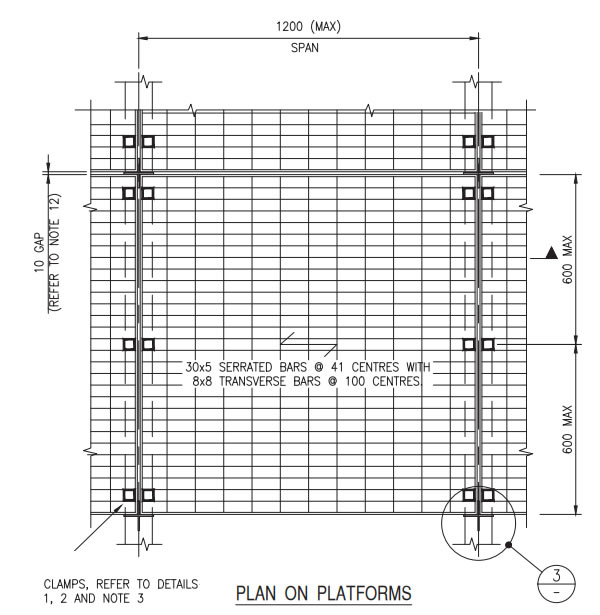
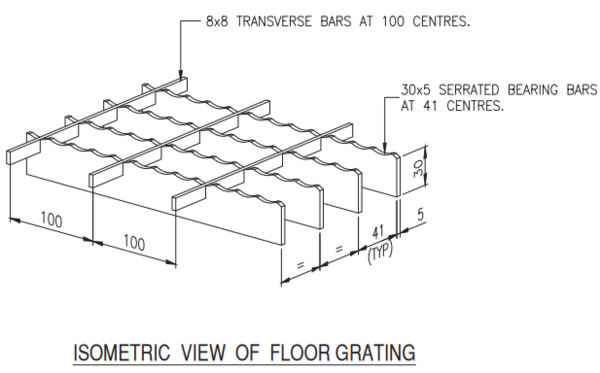
Platform Floor Grating:
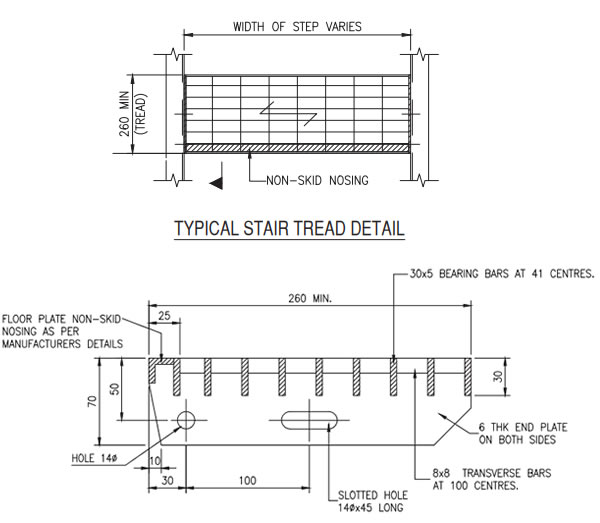
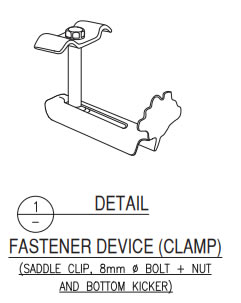
Platform Stair Tread:
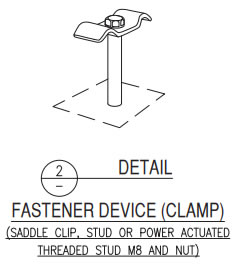
Fastener Device for Structural Steelwork:
Note:
1. All dimensions are in millimeters.
2. All grating, panels and stair treads hot dip galvanized after fabrication. Minmum coating mass to be 610 g/m2 in accordance with astm a123 and to paint specification 101591pf-c-go-g000-ml-spc-1002.
3. Each grating panel to be fixed to floor beams by means of at least 4 clamps, large panels shall have a minimum of 4 clamps/m2.
4. Fastening devices of the grating in line with detail requirement.
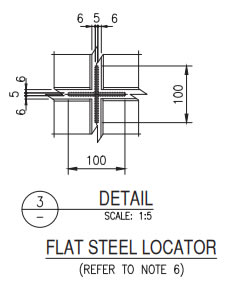
5. If the locators are not shop welded, they shall be field welded immediately upon placement of the grating and the protective zinc layer shall be reconditioned.
6. Locators required at each corner of grating panel except at edge of platform where toe plate exists.
7. Cut outs shall be trimmed with a banding plate or where required with a toe plate (min 6mm). Banding plates and toe plates are to be secured to every load bearing bar. Where the clearance between edges of flooring is >50mm and <300mm, toe plates (min 6mm) flat shall be provided at the perimeter of all platforms.
8. Grating shall be prefabricated panels from approved manufacturer and shall not be more than 1200mm in span.
9. Drawings submitted for approval prior to fabrication.
12. A nominal gap of 10mm provided between panels.
13. Longitudinal length of grating not be more than 1200mm in general.
Platform Side Exit Ladder
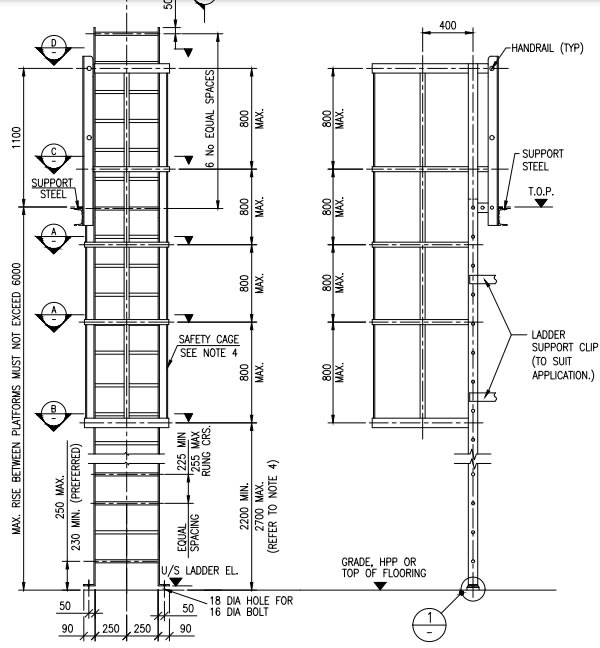
Side Exit Ladder with Support Steel, Safety Cage, Handrail, Ladder Suport Clip details.
Front Exit Ladder
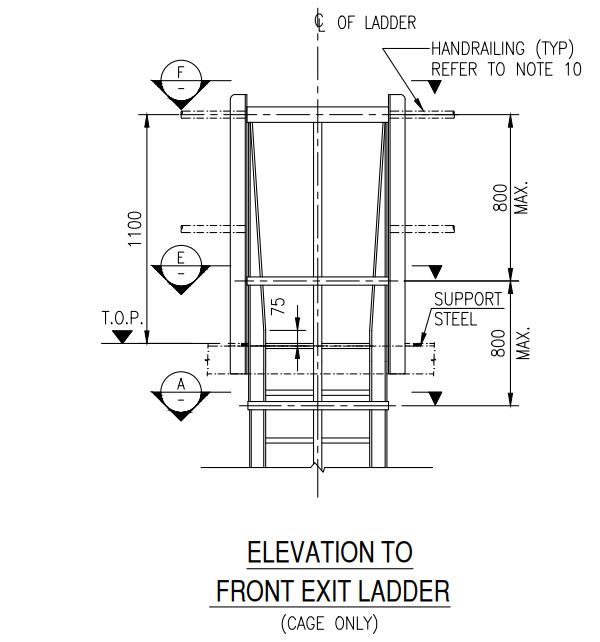
With handrailing and support steel work details for ladder cage
Steelwork for Ladder Rung and Handrail
Flat steel 40x40x6mm, flat steel 65x65x6mm
Edge of platform
Safety bar
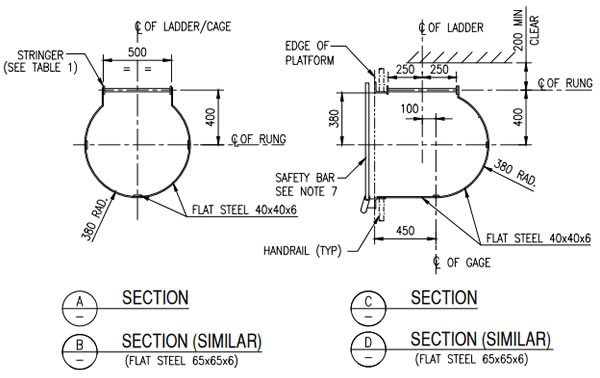
Rungs 25mm diameter, approx 225-255mm.
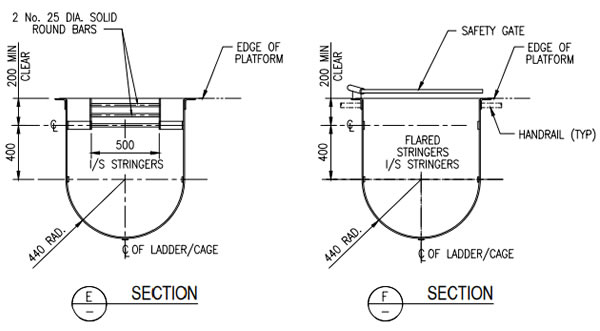
Ladder /Cage:
With safety gate,
Handrail,
Stringers details
Cage dimensions 760x830mm
| Ladder Stringer Size | |
| Section | |
| Up to 3000mm | L 65*65*6 |
| 3000 to 6000 mm | L 100*100*6 |
| Greater than 6.0 m upto 9.0 m | PFC100*50*10 |
CAGE
Top & bottom hoop - 65 * 65 *6 Flat
Other Hoops - 40*40*6
Verticals - 40*40*6
Base steelworks for Platform:
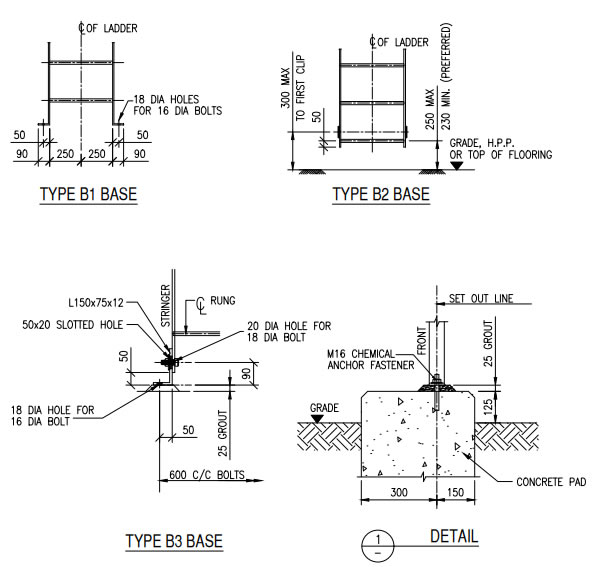
Rung fixing:
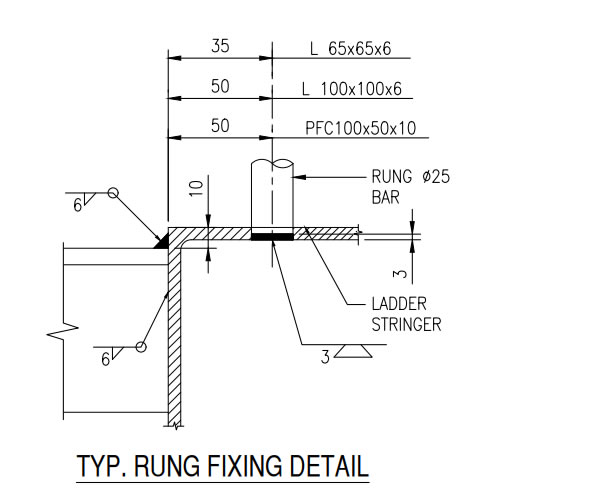
Rungs 25Ø Bar
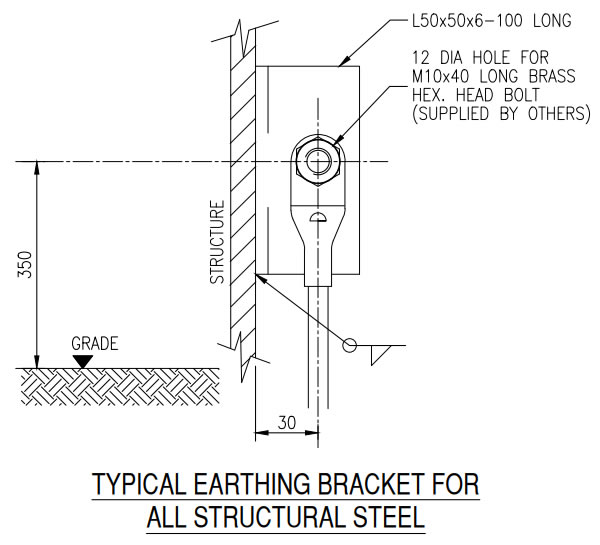
Bracket for all structural steelworks of the platform:
12 diameter hole for M10x40 long brass hexagonal head bolt:
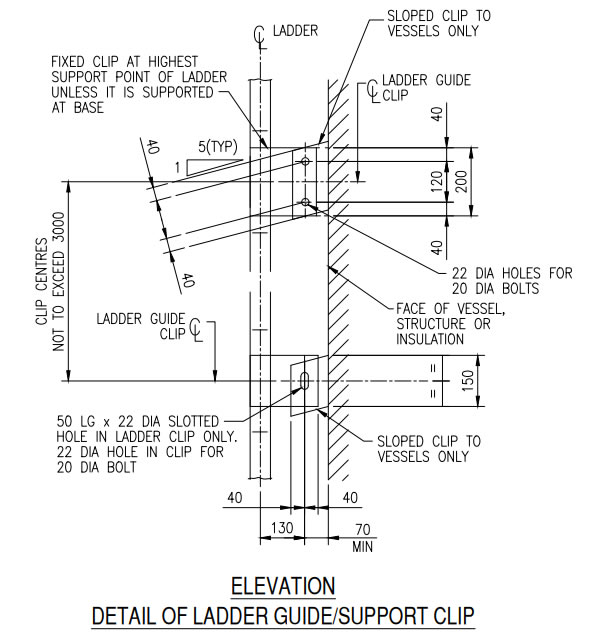
Platform Ladder Guide and Support:
Notes
1. All dimensions are in millimetres.
2. Single-stage ladders no longer than 9000mm. Multiple-stage ladders staggered at least every 6000mm.
3. The width of ladders 400mm.
4. Cages provided for ladders of height greater than 3000mm or greater above grade level.
5. Cage dimensions 760x830mm.
6. Rungs 25mm diameter, approx 225-255mm crs. Maximum.
7. Ladders extend at least 1200mm above platform level unless noted otherwise.
8. Side exit ladders be used in preference to front exit ladders.
9. If a ladder protrudes through a platform, the opening shall be protected by a handrail, the exit opening of the bottom ladder shall be facing towards the next ladder and the platform shall be extended with a walk-around at the back of the cage.
10. The ladder and cage shall be hot dip galvanised.
11. All connection bolts, nuts and washers shall be hot-dip galvanised in accordance with astm a123/a123m.
12. Hilti bolts are included in the steelwork supply.
13. All welds are to be 6mm continuous fillet weld.
14. Earthing lug provided for ladders.
Handrails on Platform and Handrails on Stairs
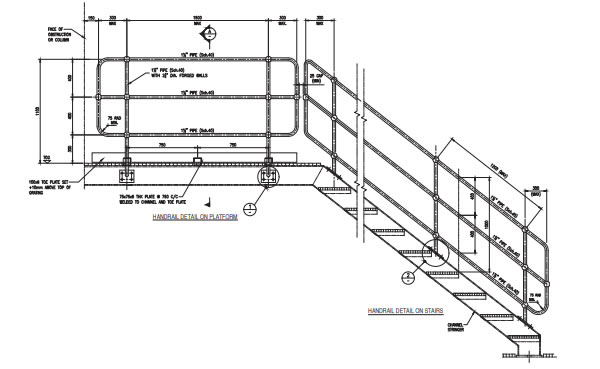
Handrails are used on platforms and stairs for safety
Stair Way for Plant Platforms and Two-way Traffic:
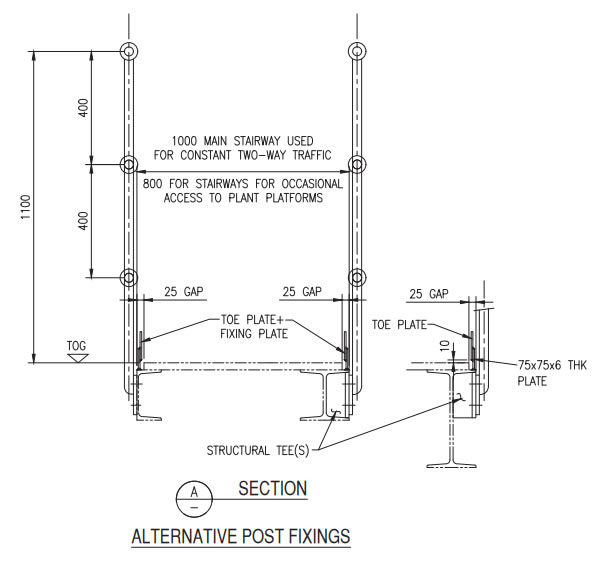
Post fixing for stairway
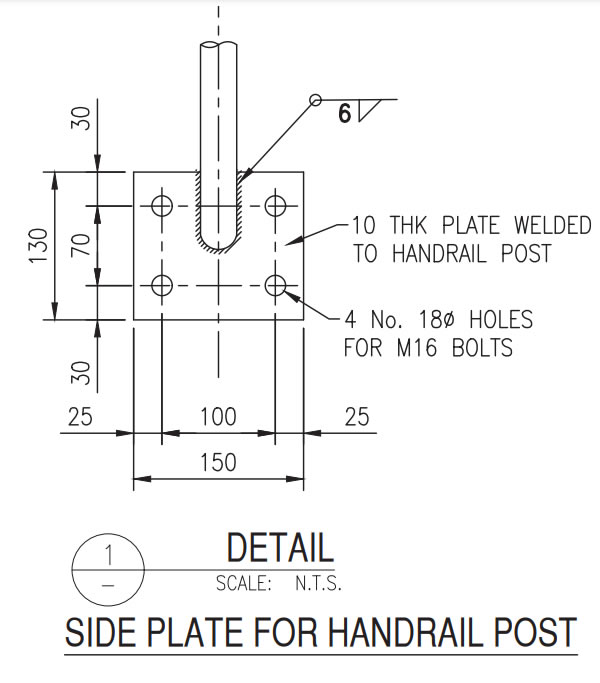
Handrail Post Fixing:
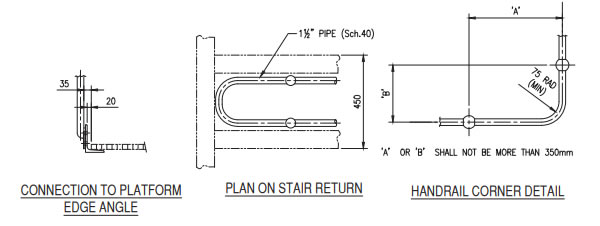
Stair, Connection to Platform Edge Angle, Handrail Corner
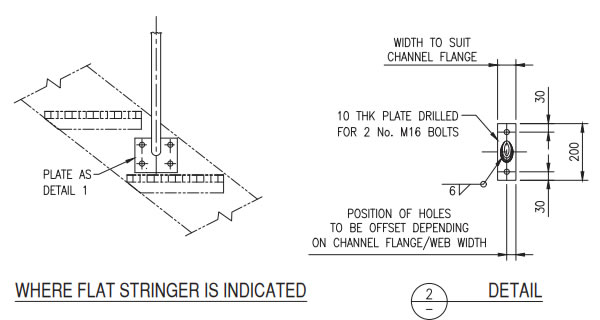
Flat Stringer:
Notes
1. All dimensions are in millimetres.
2. All platforms, walkways and stairways are provided with handrailing.
3. All handrail standards bolted with structure.
4. Connections have cup-headed bolts where projecting into walkway or stair.
5. All welds are minimum 6mm fillet welds unless noted otherwise.
6. Position of handrail std.S determined by the steelwork fabricator.
7. All hazardous edges and corners are ground smooth.
8. All tubular steel capped and vent holes provided for galvanising. Vent holes sealed after galvanising.
9. All grating, stair treads, handrailing and ladders including fixings hot dipped galvanised after fabrication.
10. Variation of these typical products can be provided.
11. Handrailings enclose all platforms and stairways.
12. Handrail & toe plates continuous from stairways to platforms.
Structures include fabricated steel systems, piping supports, pipe racks, handrails and floors.
Steelwork Platform and components include, ladders, stairways, handrails, grating, flooring panels associated.
MATERIALS
Structural Steel
Structural steel shall be of ASTM A36/A36M Grade 36 with minimum yield strength of
250N/mm2
Steel pipe for
structural applications shall conform to ASTM A53/A53M, Type E or S, Grade B, open
hearth or basic oxygen steel while Structural tubing for structural applications shall conform
to ASTM A501/ASTM A500/A500M Grade B.
Documentation
demonstrating the grade of steel supplied.
All material is of new stock, free from defects and imperfections, unused, and of the
classification and grade as specified.
Gusset plates and stiffeners at a minimum thickness of 8mm.
Cold formed products shall not be used apart from thin gauge sheeting for secondary
structure or cladding.
Rivets and high strength cables shall not be used.
Certifications
Certified mill certificates provided with each batch of steel, comply with ASTM A36 and shall include a chemical analysis and mechanical properties.
Materials heat number, size of section, length and mill identification marks to be cross referenced and traceable with mill test certificate.
The steel be supplied with Charpy V-Notch impact test results in accordance with ASTM A6/A6M, Supplementary requirement S30, Charpy V-Notch Impact test for structural shapes. The impact test shall meet a minimum average value of 27J absorbed energy at 21°C.
All fastener products be furnished with mill test certificates showing full compliance with applicable standards. Sample bolts from each manufacturing batch shall be taken from the job site for testing by an independent test lab.
Construction Details
Flooring and Grating
Grating and stair treads conform to the material requirements of ASTM A1011/A1011M and recommended practices on NAAMM (MBG 531) Metal Bar Grating Manual.
Grating, serrated rectangular-type with load bearing bars 30mm deep x 5mm thick at 41mm cross centres with twisted cross bars at 100mm centres (span between supports shall be determined in accordance with the data sheets based on the applied loads).
Stair treads, serrated rectangular pattern open grid type with load bearing bars 30mm x 5mm thick at 41mm cross centres with twisted cross bars at 100mm centres and non-skid abrasive nosing.
Floor plates with raised pattern four way standard as per ASTM A786 and at minimum of 6mm thick. Checkered Plates attached to the supporting steelwork with 12mm diameter countersunk bolts.
All gratings, stair treads and flooring are galvanised in accordance with ASTM A123
Metal Cladding, Roofing and Accessories
Material for preformed cladding, siding and roofing
Cladding, siding and roofing is single skin carbon steel hot dip galvanized coated with a solid bonded barrier coat to both sides. Finish coat according to project requirements, color to be chosen by Clients.
Cladding fastener numbers and spacing as required according to design loads of the project.
All sheeting and flashing end laps are fastened with stainless steel self-tapping screws. Fasteners are stainless steel weathered drive screws with plastic cup washer matching cladding color.
Metal roof panels comply with the following:
Factory fabricated panel units shall be minimum 0.635mm (24gage), galvanized
sheet conforming to:
o ASTM A653, G90 (or Galvalume coated sheet conforming to ASTM A792, Class
AZ-50 coating).
o Profile: Ribbed.
o Finish: Fluoropolymer 2coating systems (Kynar 500).
o Associated trim shall match the metal roofing panels in gage and finish.
The following accessories galvanized and finish-coated to match cladding are provided:
Sheet metal parapet caps
Flashing
Base trims
End trims
Other trims associated with metal panel joints
Standard Specification for Structural Standing Seam Steel Roof Panel Systems to ASTM E1514
Any other accessory to satisfactorily complete the work
Bolts, Nuts and Washers
Standard Structural bolts and nuts shall conform to ASTM A307 Grade A heavy hex and high strength bolts shall conform to ASTM F3125/ ASTM F3125M.
We supply all bolts, nuts and washers necessary for erection purposes and permanent field connections. Required number of bolts, nuts, and washers for each length and diameter plus 10% excess will be supplied.
Standard Structural Bolts
In accordance with ASTM A307.
One washer shall be provided per assembly unless the design drawings show
otherwise.
Tapered washers shall be provided where necessary in accordance with ASTM
F436.
High Strength Bolts
In accordance with ASTM F3125/ ASTM F3125M.
Two hardened washers per each assembly shall be provided.
Tapered washers shall be provided where necessary in accordance with ASTM
F436.
Hot Dip Galvanizing
Hot-dip galvanizing required for
open steel flooring, stair treads, certain solid plate flooring, and hand railing and safety
gates.
Galvanizing required for all flooring, treads, hand railing and gates have
been cut to size and shape.
All galvanizing are made after welding.
Galvanizing in accordance with ASTM A123 and the minimum weight of zinc layer shall be 600g/m2 of galvanized surface (85micron).
Any damage to galvanising shall be repaired in accordance with ASTM A780.
Before repair of damaged galvanised coating, exposed substrate metal shall be cleaned to bright metal and free of all visual rust, oil and any grease. Any non-adhering galvanising shall be removed to the extent that the surrounding galvanising is integral and adherent.
FABRICATION
The steelwork fabrication connections in accordance with AISC 360-10.
All connections designed using a minimum of 2No. M20 High strength bolt (ASTM F3125/3125M or equal).
Shear – 60% of member capacity
Moment - 80% of member capacity
Axial connection, minimum axial load shall not be less than +/- 75 kN for TEE & +/- 150 kN for W sections.
All column ends are milled to bear onto baseplates. Column baseplates shop welded to columns with minimum 4No. M20 bolts for each column support as per request.
Minimum thicknesses for selecting structural sections:
| Member Type | Flange/Web | Minimum Thickness (mm) |
| Primary/Secondary | Webs | 6mm |
| Flanges | 8mm | |
| Hand railing | 4mm |
The minimum thickness of gussets and end plates is 10mm and the minimum
thickness of column baseplates is 20mm.
Structural Steelwork of Shop Welded and field bolted construction.
All structural steel members/elements surface preparation and painting carried
out according to the project requirement.
All materials clean and straight.
All cuts are neat, clean and free of warping, cracking and burrs. Edges and holes
deburred and rounded off.
Column and beam stiffeners cut and fit to
give full bearing over the connection cross section.
Joint Back-Up Requirement
Permanent back-up rings or back-ups bars are permitted on all structural joints.
Weld Contour and Finish
Weld beads are properly contoured to permit complete fusion at the sides of the
bevel, and to prevent slag entrapment.
Fillet weld size maintained to the sizes specified.
General Welding Inspection
Inspection in accordance with AWS D1.1 and SNT-TC-1A.
All completed welds shall be inspected 100% visually according to AWS D1.1. Linear discontinuities, surface porosity, undercutting, excessive weld reinforcement and other defects shall be removed to sound metal and repaired.
Welding Repairs
Repair of general welding defects: Removal of the defect may be by any method which produces a clean surface for installation of the repair weld deposit, except oxy-acetylene flame gouging. If arc-air gouging is employed, the resultant cavity shall be power disc ground or grit blasted to remove all traces of residual carbon and oxidation.
Repair of cracked welds: The crack shall be removed by grinding or arc-air gouging to sound metal (plus 50mm of sound metal on each end of the crack) as determined by magnetic particle examination. If arc-air gouging is employed, the resultant cavity shall be power disc ground or grit blasted to remove all traces of residual carbon and oxidation.
Bolting
High strength friction grip or high tensile bolts shall be used for all main connections. Main connections shall include main beam to beam, main beam to column splices, main bracing, crane brackets and all beams carrying equipment loads, except as noted on the drawings.
Field connections employing high strength bolts shall be checked for ample clearance for operating an impact wrench.
We supply all bolts, nuts and washers for temporary and permanent field connections with 10% added for field wastage. Washers to ASTM F436/F436M parallel or tapered shall be provided under each nut.
Drilling of Bolt Holes
Drilling of bolt holes shall be in accordance with ASTM A325 or ASTM A490.
Accuracy of Fabrication
Permitted deviation in cross section, length, straightness, flatness, cutting, holing and position of fittings shall be as specified in AISC 325.
PROTECTION AGAINST CORROSION
Painting
All structural steelwork shall be prepared and fully painted in accordance with Specification.
Site Painting
Thoroughly clean all areas to be repainted, wire brush to a clean firm surface then give compatible primer and finish coats identical to shop coat thicknesses.
All steelwork shall have surface preparation, priming and finish coats in accordance with Specification.
Galvanising
The damaged areas shall be thoroughly cleaned free of grease, oil and other foreign matter. After allowing drying, wire brush to clean metal finish and paint 2 coats of an approved zinc rich paint, in accordance with the Manufacturer's instructions.
Qindelin Steel Grating Engineering Corporation
Add: New Development Zone, Dezhou, Shandong, China
URL: https://www.steelgrating.org
Email: sale@steelgrating.org